















DRIVE IN RACKING
Product option
| Height: tối đa 5m/bộ kệ |
| Long: tối đa 15m |
| Load: 500 - 1500 kg/pallet |
| Manufacturer : Au Viet Rack |
Nếu doanh nghiệp bạn đang có nhu cầu lưu trữ số lượng lớn hàng hóa tương tự và không gian hạn chế thì kệ Drive in là lựa chọn lý tưởng cho bạn. Hệ thống này có thể giải phóng tới 90% diện tích sàn hiện có, so với hệ thống kệ pallet thông thường. Hệ thống này giúp giảm thiếu tối đa diện tích lối đi. Pallet định vị chắc chắn giúp hàng hóa được lưu trữ an toàn và hiệu quả.
.jpg)
Kệ Drive in là gì? Đặc điểm nổi bật của kệ Drive in
Kệ drive in là gì?
.jpg)
Kệ drive in là loại kệ được hình thành theo cấu trúc kết hợp của kệ pallet. Đây là loại kệ phù hợp với các kho xưởng chuyên sản xuất, kinh doanh xuất nhập khẩu, lưu lượng hàng lớn. Một sản phẩm tuyệt vời để lưu trữ nhiều loại hàng hóa tải trọng lớn mà chi phí đầu tư thấp nhất. Nói một cách đơn giản, kệ Drive in là chuỗi các kệ để pallet kết nối để thành một hệ thống chứa hàng lớn.
Đặc điểm kệ Drive in
.jpg)
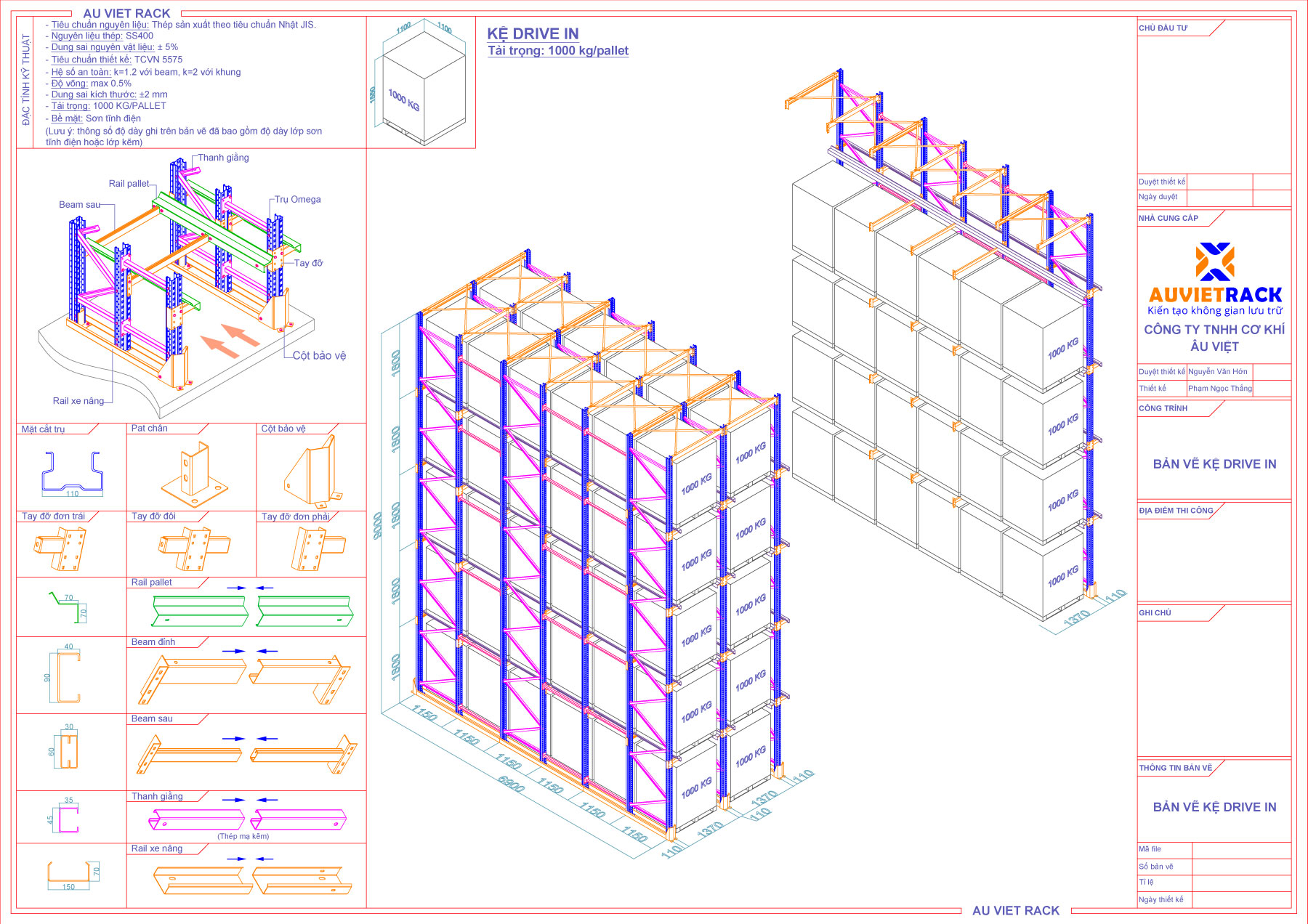
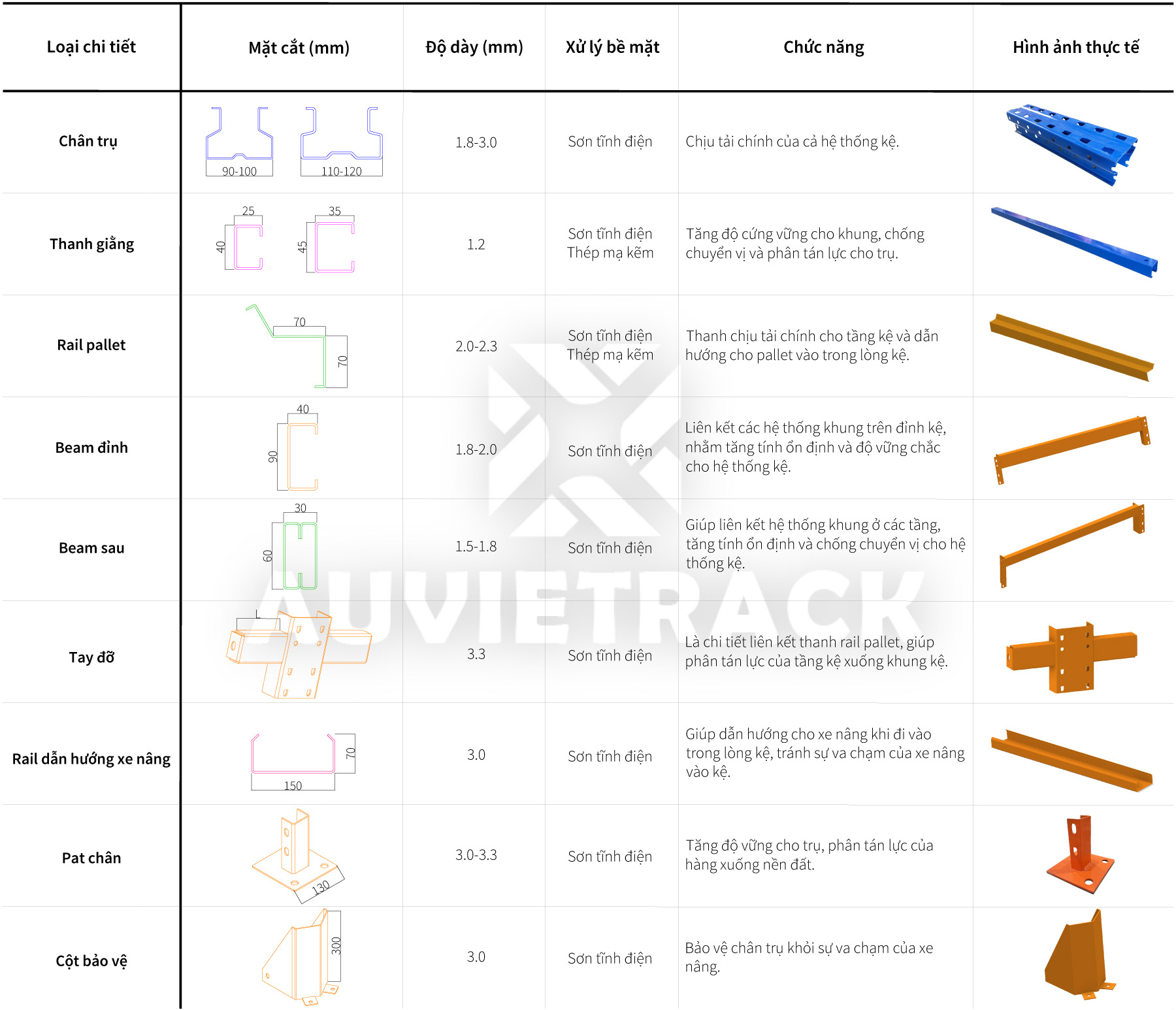
Được sản xuất từ nguyên vật liệu chất lượng thép nhập khẩu SS400 với hàm lượng cacbon thấp được áp dụng quy trình sơn tĩnh điện theo tiêu chuẩn quốc tế. Với các thanh trụ cùng thanh beam ngang kết nối chắc chắn bằng bulong và vít tạo sự liên kết ổn định nhất cho kệ.
Các thanh này được linh hoạt về các cấu tạo hay kích thước cho phù hợp với từng loại hàng hóa cũng như yêu cầu của đơn vị kinh doanh. Trên thanh trụ được đục các lỗ có khoảng cách kích thước như nhau để việc lắp thanh beam được dễ dàng hoặc thay đổi chiều cao của kệ.
.jpg)
.jpg)
Các thanh giằng được thiết kế cố định để tăng độ chịu lực của khung cột. Bên hông các dãy kệ chứa hàng có các thanh rào bảo vệ kệ an toàn với hoạt động thường xuyên. Các thanh chặn được đặt phía cuối ray dẫn – nơi chứa đựng các pallet nhằm ngăn pallet đi vào trong quá sâu để tạo sự an toàn.
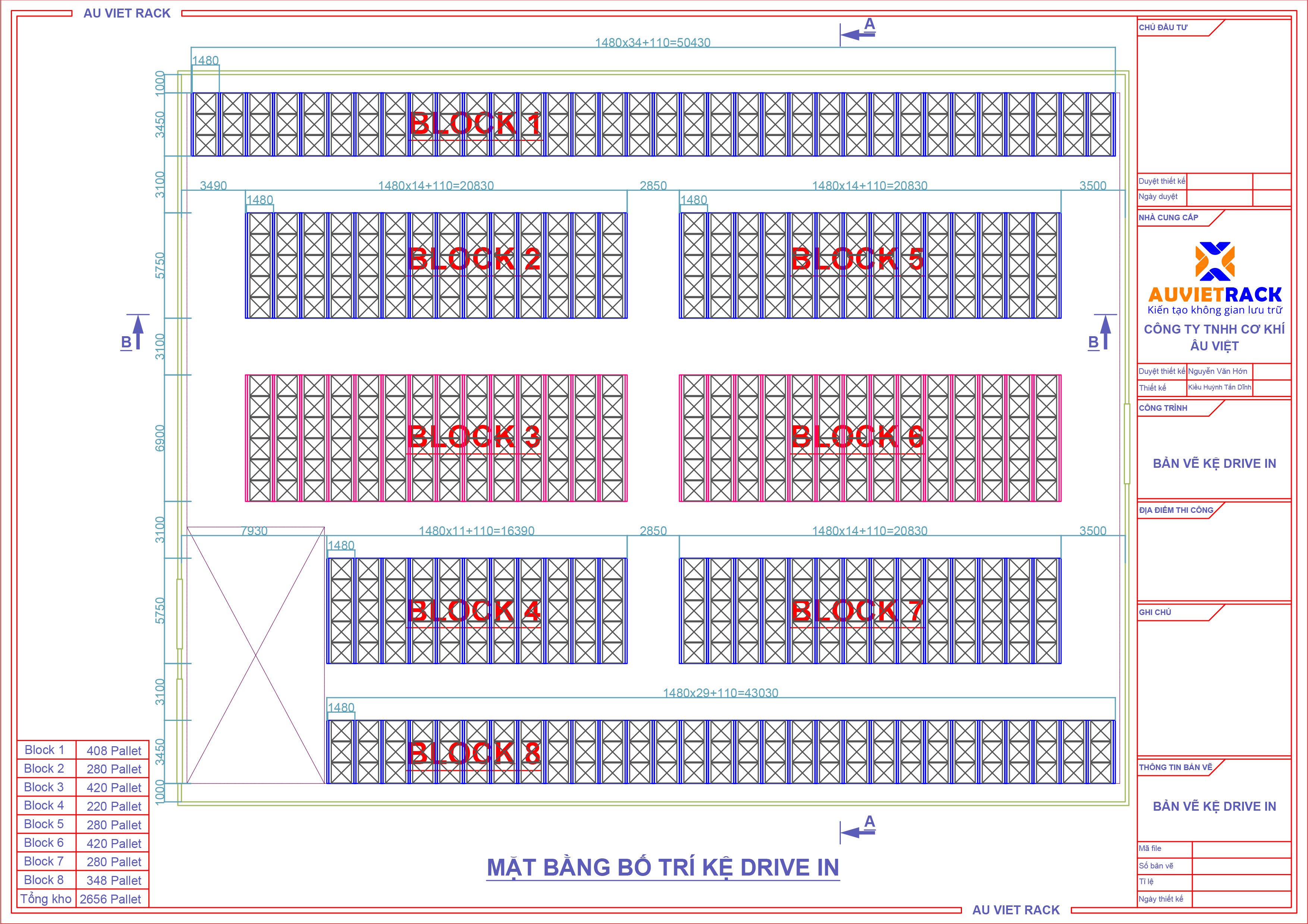
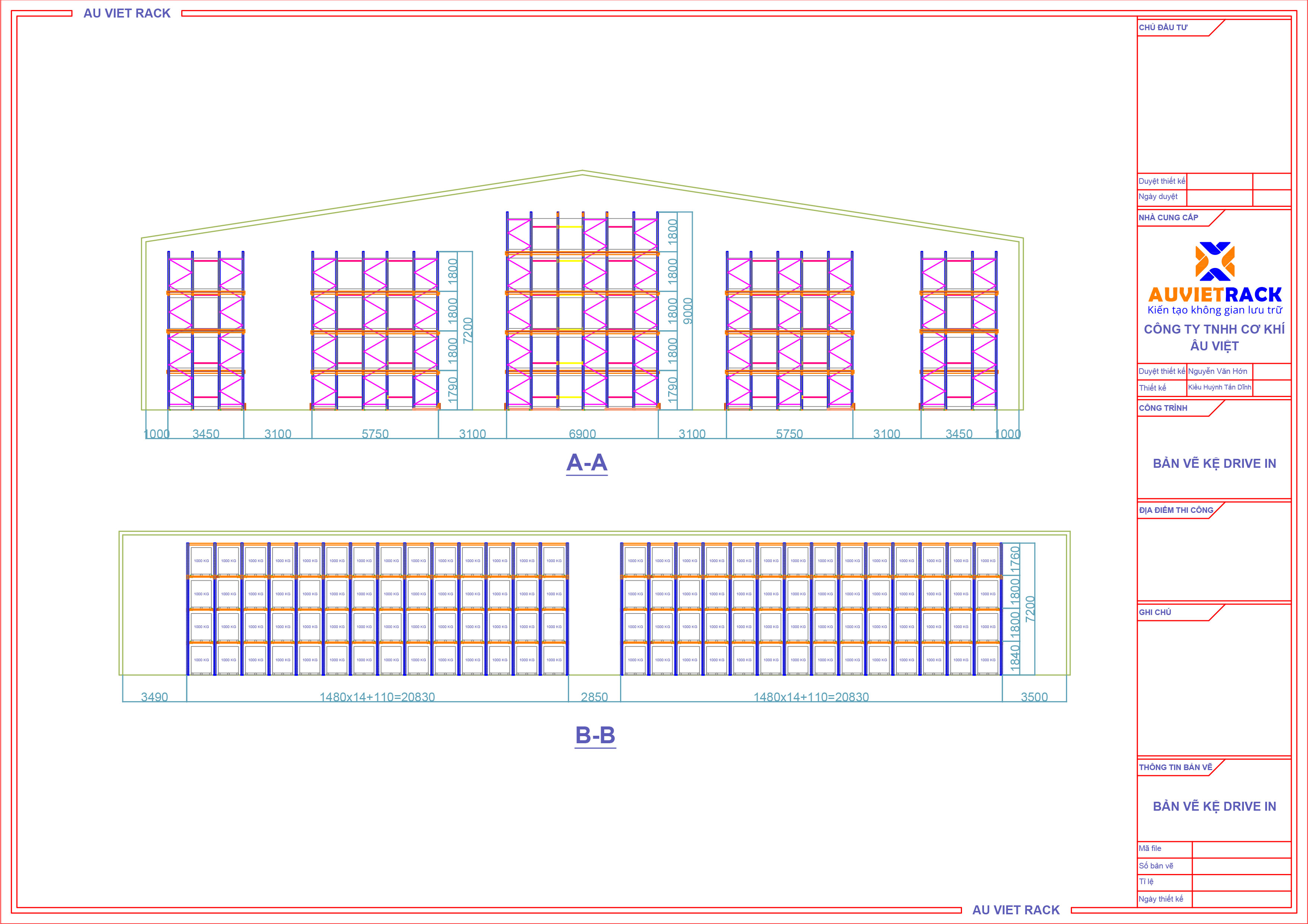
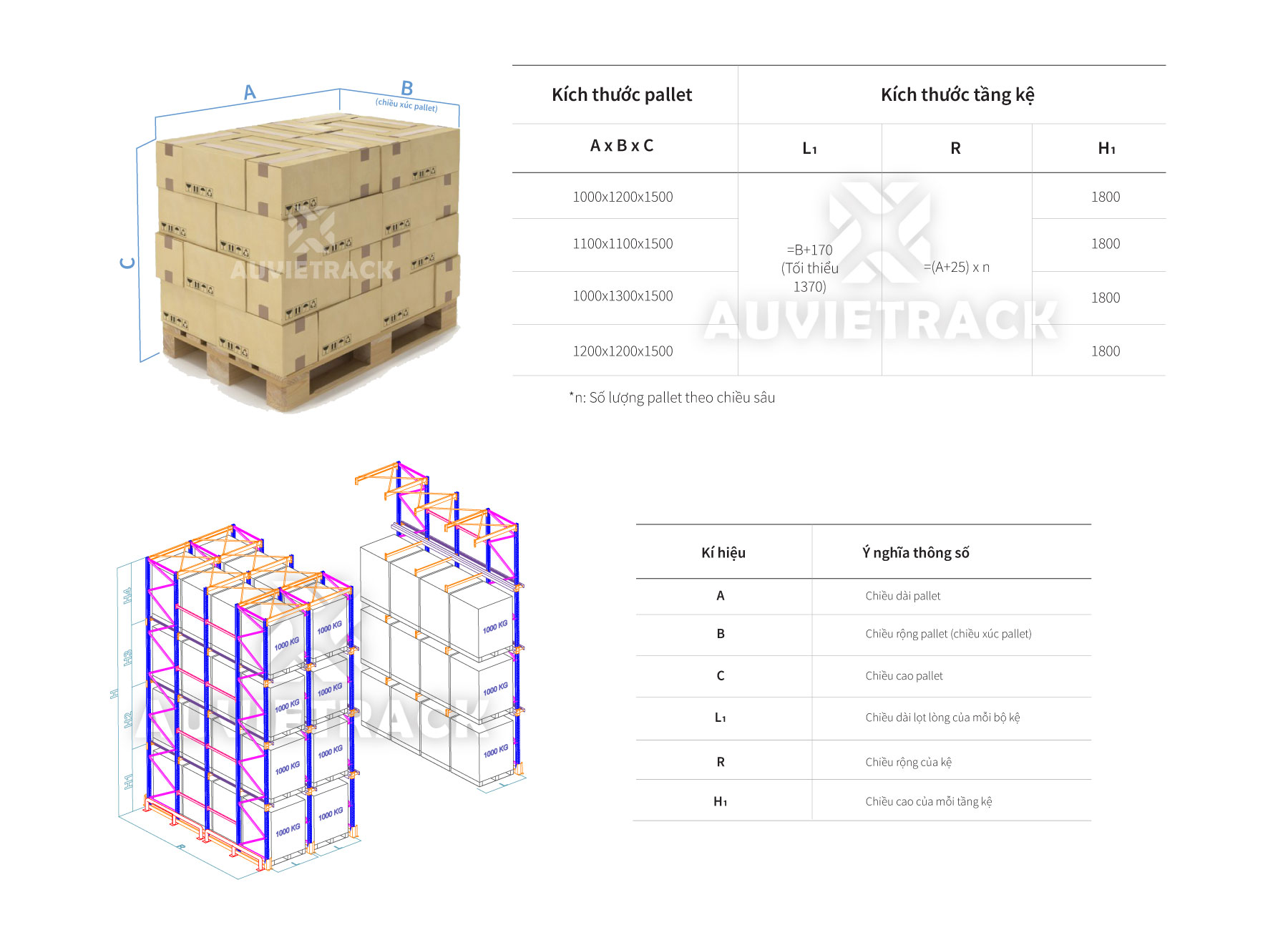
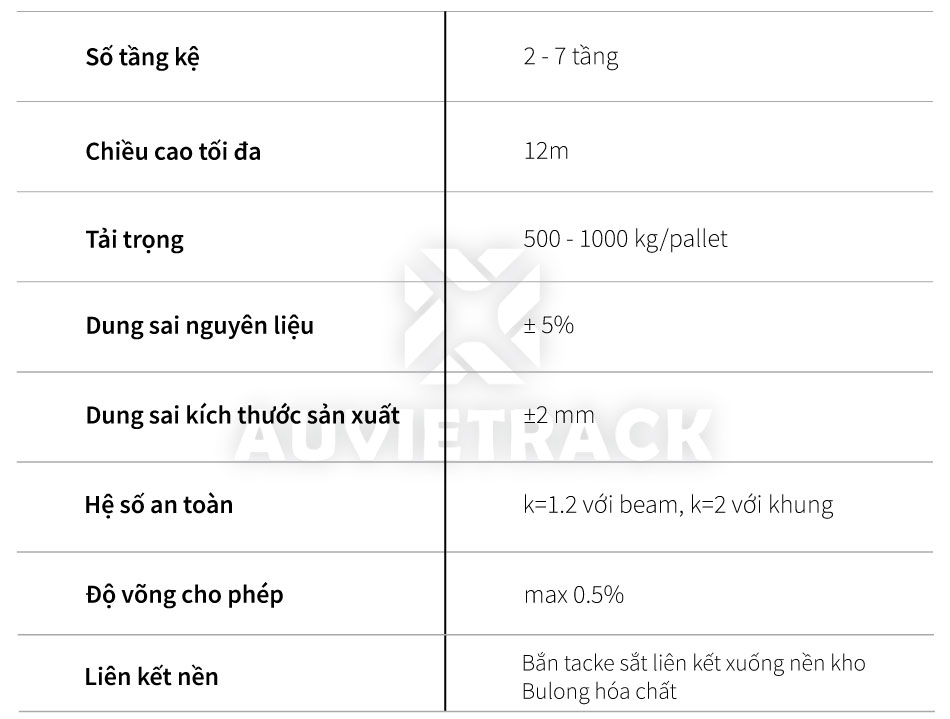
Cấu tạo của kệ Drive in có thể có đến 6 thậm chí 7 tầng để pallet chiều sâu có thể đến 8 pallet. Chiều cao có thể đến 8 mét và dài có thể đến 20 mét. Mỗi khung pallet được thiết kế và cân đối với không gian và loại hàng hóa.
Thông số kỹ thuật kệ drive in
- Tải trọng: ≥ 500 kg/ Pallet.
- Khung chân: Sử dụng chân omega dập lỗ.
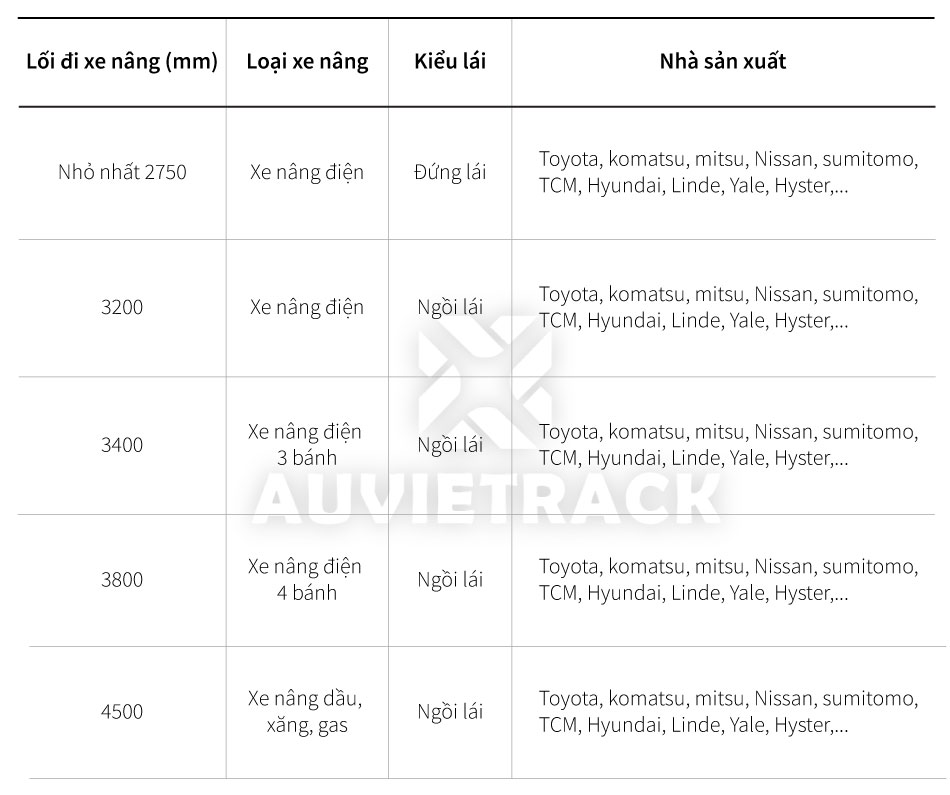
- Phương thức lấy hàng: Xe nâng các loại.
- Màu sơn tiêu chuẩn: Xanh – Cam – Xám (theo yêu cầu khách hàng).
- Thời gian bảo hành sản phẩm: 05 năm.
Một số đặc điểm có thể được thay đổi và điều chỉnh tùy thuộc vào ý định và mong muốn của khách hàng. Mỗi khách hàng sẽ có những yêu cầu khác nhau và AU VIET RACK luôn sẵn sàng phục vụ những yêu cầu dù là nhỏ nhất của các khách hàng.
Ưu, nhược điểm kệ Drive in?
Ưu điểm kệ kho Drive in
.jpg)
Hệ thống này giúp tối ưu, tận dụng đối đa không gian nhà xưởng, kho bãi của doanh nghiệp lên đến 90%. Với kết cấu cao tầng cùng việc giảm khoảng cách giữa các pallet.
Hệ thống này giúp tiết kiệm được chi phí đầu tư, chi phí vận chuyển, quản lý hàng hóa hay các chi phí phát sinh khác. Bằng việc lưu trữ lớn và đảm bảo hàng hóa luôn cố định, đây chính là sản phẩm hỗ trợ đắc lực cho việc giữ cho chất lượng hàng hóa được ổn định.
Nhược điểm của kệ drive in
Bất tiện lớn nhất chính là việc vận chuyển và xuất nhập chậm. Đối với kệ Drive in thì nhập trước xuất sau và kệ Drive Thru là nhập trước xuất trước. Như vậy, các nhà quản lý cần cân nhắc tối đa về việc lưu trữ hàng hóa thế nào để đảm bảo được việc vận hành hiệu quả, tránh tốn thời gian và công sức. Nắm được quy tắc xuất nhập hàng của từng kệ thì việc vận hành cũng sẽ trở nên đơn giản và dễ dàng.
Do các đặc tính về chi tiết cấu tạo nên hệ thống kệ này chỉ dùng chung cho một loại pallet đồng nhất và các pallet phải có chất lượng cao đảm bảo độ cứng đạt tiêu chuẩn để sử dụng.
Thời gian bảo hành kệ Drive in tại AU VIET RACK
Các sản phẩm kệ Drive in được bảo hành 5 năm về kết cấu và nguyên vật liệu. Các khách hàng không phải quá lo lắng về các vấn đề này vì không riêng gì AU VIET RACK mà các đơn vị khác cũng luôn đảm bảo được những chất lượng cần thiết để giá kệ có thể đạt được độ bền cao nhất và người tiêu dùng có thể an tâm nhất
Những loại kệ Drive in AU VIET RACK đang cung cấp
Kệ Drive in
.jpg)
.jpg)
Đây là loại kệ để pallet với hệ thống vận chuyển theo cách LIFO – nhập sau xuất trước. Với thiết kế chặn phía sau, các hàng hóa vào trước sẽ là hàng hóa cần được lưu trữ dài lâu, các hàng hóa nhập sau sẽ là những hàng hóa cần thiết để vận chuyển và xuất đi trước.
Xe nâng dễ dàng thuận lợi di chuyển và sắp xếp hàng hóa theo ý định của quản lý. Với kệ Drive in, doanh nghiệp có thể tận dụng không gian cho kệ vào góc để tiết kiệm kho bãi hơn. Đây là loại kệ được sử dụng tương đối phổ biến trong các doanh nghiêp có nhà xưởng rộng lớn.
Kệ Drive thru
Cũng tương đồng như kệ drive in về cấu tạo và các đặc điểm cơ bản. Điểm khác biệt lớn nhất của loại kệ này chính là cách vận hành và luân chuyển hàng hóa. Kệ Drive Thru vận hành theo quy cách FIFO – Nhập trước xuất trước.
Loại kệ này được sử dụng cũng tương đối phổ biến nhưng chỉ có thể lắp đặt ở nơi rộng rãi thông thoáng, nơi có sự thuận tiện cho sự ra vào của xe nâng hay việc quản lý của các chủ doanh nghiệp.
Cần cân nhắc trong các vấn đề xuất nhập hàng và vận chuyển hàng hóa để đảm bảo sự lưu trữ hay quy cách vận hành được đảm bảo và tối ưu. Đây cũng là điểm đáng lưu ý và khác biệt nhất giữa hai loại kệ này.
Báo giá kệ Drive in
Để sản xuất kệ Drive in, các doanh nghiệp thường phải thiết kế, đo đạc và xây dựng một bản vẽ hết sức chỉnh chu và đảm bảo một hệ thống kế vững chắc, an toàn. Chính vì điều đó, sử dụng hệ thống này tương đối tiết kiệm hơn so với hệ thống kệ khác. Tùy vào diện tích và loại hàng hóa mà AU VIET RACK sẽ đưa ra phương án tối ưu nhất, Hãy liên hệ hotline của AU VIET RACK 0933 733 011 để được tư vấn, báo giá nhé!
Hình ảnh các dự án kệ Drive in AU VIET RACK đã thi công
Dự án kệ kho - Bến Tre
Với cách sử dụng nguyên vật liệu chất lượng cao cùng cách xử lý vượt trội, kệ drive in ở Bến Tre là một trong những sản phẩm tiêu biểu và đặc trưng cho sự tỉ mỉ, tính linh hoạt từ kệ drive in mang thương hiệu AU VIET RACK.
.jpg)
.jpg)
Kệ drive in ở Đà Nẵng
Đây là một hệ thống kệ kho lạnh với các công năng và độ thẩm mỹ cao. Cũng được tuân theo các tiêu chuẩn của AU VIET RACK nên hệ thống kệ kho lạnh ở Đà Nẵng mang đến sự hài lòng cao của các khách hàng.
.jpg)
.jpg)
.jpg)
Video kệ Drive in dự án kho dược - Quận 2
Tại sao nên chọn kệ Drive in tại AU VIET RACK?
Cơ Khí Âu Việt luôn khẳng định mình là một thương hiệu đi đầu về chất lượng. Chúng tôi luôn mang đến sự hài lòng và an tâm nơi khách hàng vì sự lựa chọn nguyên vật liệu cẩn thận, công đoạn xử lý rất chu đáo và kiểm tra kĩ càng. Chính vì thế, không chỉ riêng kệ Drive in mà các sản phẩm khác cũng được đảm bảo hiệu quả về tính năng, độ bền và tinh thẩm mỹ.
AU VIET RACK tự tin cam kết các hệ thống kệ chứa hàng đạt chất lượng và giá thành cạnh tranh nhất. Với tiêu chí đặt chất lượng lên hàng đầu, chúng tôi luôn cố gắng để sản phẩm đến tay khách hàng được tốt nhất, vận hành an toàn với chi phí tối ưu.
AU VIET RACK hi vọng được đồng hành cùng doanh nghiệp của bạn!









1.jpg)

1.jpg)












